Engaging incredible talent, innovations in technology, and industry education, WSI grew to be the world leader in pressure equipment life extension.
WSI began in Norcross, Georgia, servicing boiling water nuclear reactors. The first of many patents, a positioning apparatus for machine welding cylindrically, made machine welding possible for the first structural weld overlays to be performed in the early 1980s and propelled WSI into research areas such as structural, weld, and material engineering. Forty-five years later, WSI now serves a broad cross-section of industries, including power generations, mining, refining and chemical processing globally, with locations throughout Canada, the United States, South America, Europe, and Asia.
Exemplifying innovation leadership, WSI’s industry experience, global presence, and best-in-class execution have been the key to delivering improved plant reliability safely and effectively to energy producers globally. “Throughout 45 years, WSI’s brand has become synonymous with innovation and technology solving industry and client schedule, safety, and quality challenges. Our team’s passion, entrepreneurial spirit, and tenacity will further propel WSI Globally through the next 45 years.” Bill Ruta, Vice President WSI Global. Join us in celebrating WSI’s 45th anniversary and commemorating it as we move forward into many more years of Innovation.
WSI has long been considered the gold standard for welding automation in the industrial sectors. Beginning in 1978 with the design, patent, and successful execution of the 1st weld metal overlay installation for process equipment, WSI earned the reputation after decades of delivering industry-first solutions that extended the lives of critical pressure components. Innovation leadership has always been at the heart of WSI’s mission to protect critical infrastructure. Whether it was an industry 1st process patent for tube weld overlay, patented & industry 1st field machine GTAW weld process for high deposition welding, or the 1st structural weld overlay application for coke drum life extension, WSI has delivered engineered solutions that responded to market needs.
Industry drivers
WSI prides itself on being a tier-one partner that develops solutions in cooperation with our customers, utilizes our robust engineering resources, and executes with minimal customer guidance and oversight needed. When the market shifted in recent years, we polled our customers to understand what industry drivers they were most focused on. Using this feedback, we took the opportunity to assess our process and reimagine our product offering.
Advancements that matter
With a goal of aligning our latest innovation with industry drivers, WSI focused on reducing cost and schedule for turnaround windows, lessening the resource dependency of the customer site, and improving on its leading weld metal overlay quality. The solution became Optifuse™.
Optifuse is a suite of enhanced technologies that deliver higher productivity, improved integrity, and a better site experience.
Optifuse positively impacts cost and schedule reductions by focusing on each task of the weld overlay process for continuous improvement. Vessel surface prep time has been greatly reduced all while producing a smoother finish with minimal pressure boundary loss using DragonX, the WSI automatic gouging system. Utilizing the proprietary and newest design NG4 weld machines with closed-loop integral custom waveform technology, WSI significantly increases arc time with a number of schedule-reducing improvements including the learning function which allows the machines to navigate complex geometries. Optifuse not only reduces costs and schedules to turnarounds with improved weld deposit quality but also proves WSI’s dedication to continuously improving health and safety conditions by reducing confined space exposure and improving craft fatigue management.
WSI – The World Leader in Pressure Equipment Life Extension™
Whether the pressure equipment needs to be repaired as an emergency or during a planned turnaround, WSI has unparalleled innovative leadership in the industry backed by proven results. WSI has the world’s largest portfolio of life extension projects and qualified procedures to handle any unit-specific challenges. Learn more about our engineered services offering at WSI.
Refinery, chemical and petrochemical facilities are complex by the nature of their operation. They are subject to various risk factors because they operate at very high levels of pressure and temperature, with mechanical integrity of process equipment being at the forefront. In an effort to reduce refinery risk, corrosion control remains a challenging mechanism due to strenuous market conditions, crude oil supply variations, and aging infrastructure.
Openings through the pressure boundary of a vessel require extra design considerations to keep loadings and stresses at an acceptable level. At some openings, there may be nozzles and manways attached to external piping generating a wide array of loading conditions. Virtually all pressure vessels are constructed with nozzles. A nozzle is a component designed to create an access point in a pressure component’s boundary while maintaining acceptable stress conditions to prevent future failures at the nozzle location. Nozzles and manways are generally connected to the vessel with full penetration welds and reinforcing pads. Nozzles in pressure vessels can be susceptible to localized thinning due of the effects of corrosion and erosion. In some cases, a high alloy liner in the form of a sleeve is seal welded to the bore of the nozzle to mitigate corrosion and erosion.
The corrosion and erosion cycle leads to pitting, cracking and accelerated thinning in the sleeves of nozzles. Once the sleeve has been compromised, the nozzle base material, generally constructed of carbon or low-alloy steels, can be exposed to process product. Product trapped behind the sleeve at high temperature and pressure corrode the base material at accelerated rates in locations where inspection is very difficult to perform.
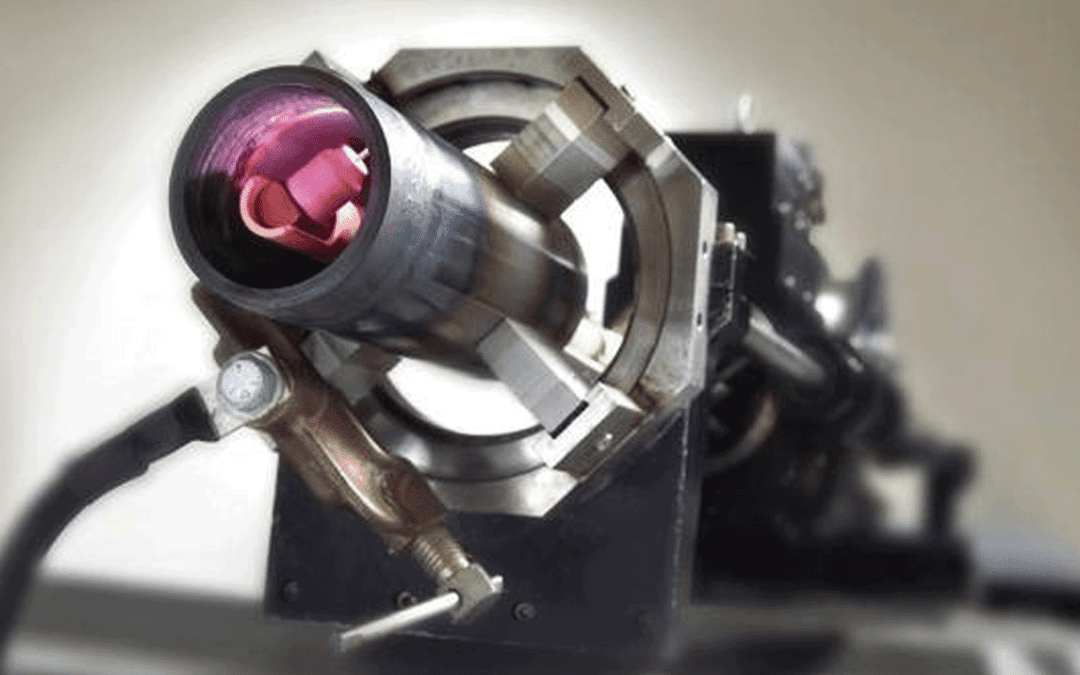
WSI developed a code acceptable weld metal buildup (WMBU) and corrosion resistant overlay (CRO) repair strategy with a machine applied weld deposit to upgrade metallurgies in lieu of nozzle replacements in pressure vessels. After removing the sleeve and preparing the base material, WSI’s proprietary mechanized Gas Tungsten Arc Welding (GTAW) overlay process becomes ideal for lining nozzles in-situ. Our tooling is easily bolted to the flange face of any size nozzle or manway, the GTAW torch has the ability to deposit weld circumferentially to the neck of the component to ensure uniform deposition thickness and minimal weld dilution. Due to the compact torch design, WSI has the ability to metallurgically upgrade nozzles down to 2” inside diameter (ID) and a reach of 36” into the neck avoiding time consuming nozzle replacements. The in-situ upgrades can be made from the inside or outside of the pressure vessel in any position. To expedite turnaround schedules further, per NBIC code, combinations of pressure testing and NDE can replace previous hydro testing requirements when WMBU or CRO is applied to existing nozzles. On the next critical path pressure vessel turnaround, trust WSI’s advanced machine welding equipment and skilled craftspeople.
WSI – Proven Results. Automatically.™
Whether the nozzles needs to be repaired emergently or replaced in a planned turnaround, WSI has unparalleled innovative leadership in weld metal overlay technology backed by proven results. WSI has an extensive catalogue of qualified machine procedures to handle a wide breadth of alloys and positions. Find out more about our nozzle ID overlay solutions and other engineered technologies at WSI.
Circulating fluidized bed (CFB) combustion power generation technology has advanced significantly in the last 35 years. Commercially available units with sizes reaching 600 MW have the ability to burn a wide range of fuels with lower uniform combustion temperatures. The units burn their various fuel sources at temperatures ranging from 1300°F to 1700°F. This temperature range forms significantly less nitrogen oxide than traditional coal fired boiler units using a pulverizing method, resulting in a cleaner energy technology for power producers. The mixing mechanism of the fluidized bed brings the flue gases into contact with sulfur-absorbing materials, such as limestone or dolomite. These solid particles contribute greatly to one of the major concerns for any CFB boiler operator, erosion.
Erosion in the CFB
The boilers are constructed with cast refractory in most cases that mitigates high levels of erosion in the bottom section. In the upper section above the refractory, membraned waterwall tubes, typically seamless carbon steel, are directly exposed for maximum heat transfer. Due to the design of the boiler, recirculated and non-combustible solid particles can cause severe particulate erosion of the boiler tubes. Therefore, any material applications introduced in the combustion chamber must mitigate erosion and be applied with no protrusions in the surface profile to avoid vortex formations.
In the various locations where erosion mechanisms exist, hardfacing alloys are acceptable to resist erosion attack. In the past it was extremely difficult to apply weld overlay of a hardfacing alloy without developing solidification cracking due to low ductility as the weld puddle cooled. WSI began researching alloying material compositions and innovative application methods to achieve impact and abrasion protection in high erosion process. This effort resulted in an industry first weldable, overlay hardfacing alloy specifically formulated for erosion resistance of pressure retaining components while maintaining corrosion resistance.
WSI’s proprietary HF40™ overlay is a Fe-Cr-C-Zr hardfacing alloy with approximately 20% chromium (Cr) that provides exceptional resistance to erosion and wear as well as erosion/corrosion attack. HF40™ weld deposits can be applied without the susceptibility to cracking of other hardfacing materials. The uniform distribution of Fe-Cr rich eutectic carbides across the weld deposit result in consistent vickers microhardness measurements across the overlay and ultimately superior resistance to erosion/corrosion attack. The alloy maintains sufficient room temperature ductility to prevent cracking upon cooling.
WSI’s proprietary HF40™ hardfacing overlay is compatible with all three of the Unifuse™ weld metal overlay application methods: Field Applied Unifuse™ Weld Metal Overlay, Shop Applied Unifuse™ Panels for Fabrication, and Shop Applied Unifuse™ 360° Tubes for Fabrication. The HF 40™ weld overlay is suitable for applications in not only circulating fluidized bed boilers but other systems where particulate erosion is the primary mode of material degradation.
WSI – Proven Results. Automatically.™
With over 2000 total workscopes executed globally with Unifuse™ for furnaces since 2000, WSI is the world leader in boiler life extension. Whether the boiler needs to be repaired emergently or during a planned outage, WSI has unparalleled innovative leadership backed by proven results. WSI has the most extensive portfolio of successfully completed weld projects and qualified procedures to handle any CFB specific challenges. Find out more about our engineered services offering at WSI.
Fossil fuels substantially impact every aspect of our daily lives. Crude oil, specifically, is the basis for a breadth of products from cosmetics to fuel and arguably the most important commodity on the planet today. In 2019, U.S. petroleum consumption averaged about 20.64 million barrels per day (b/d), which included about 1.1 million b/d of biofuels.[1] In order utilize these products at the consumer levels, crude oil must be drilled, transported and refined into products such as gasoline, naphtha, and numerous other petrochemicals.
Crude oil is extracted throughout the world but the largest volume is primarily supplied from Brent Crude, West Texas Intermediate (WTI), Dubai-Oman, and the OPEC basket. The crude oil supplies are classified by API gravity, the density of petroleum liquid compared to water, and sulphur content. Using these classifications, crude oil stocks can be determined to be light or heavy and therefore command various values in the market. For example, WTI is considered to be sweet due to its low sulphur content and light due to its relative density and therefore very high quality. The light sweet grade crude oils are the most desirable because they can be refined with far less sophisticated and energy intensive processes. According to OPEC, more than 70 million barrels are produced worldwide every day,[2] with Reliance Industries’ Jamnagar Refinery being the largest in the world refining 1.24 million barrels per day (bpd).
The crude distillation process origins, operation
The complexity of refineries vary by location, but virtually all refineries share a basic process for initially separating products by their boiling point, this process is crude distillation. Referred to as a pipe still, crude unit, distillation unit or simply a still, it is the oldest means for processing oil. Pioneered by Samuel M. Kier in the 1850’s, the first versions of the distillation unit held 5 barrels of oil. Distillation allows for the materials to be separated without being subjected to conditions that would cause cracking or decomposition. The distillation unit feeds the rest of the refinery therefore any outages or upsets potentially affect the availability of the entire refinery.
The crude distillation column is a vertical pressure vessel constructed of carbon steel material and lined with a thin layer of <12%, martensitic stainless steel for corrosion resistance. The crude columns internals, typically matched in alloy to the lining material, are horizontal trays used for separating and collecting the various liquid cuts. Products ranging from uncondensed fixed gases at the top to heavy fuel oils at the bottom can be taken continuously from a column. The crude distillation process begins with desalted crude feedstock being moved through fired heaters and fed into the vertical column at lower levels. The pressures are slightly above atmospheric and temperatures range from 650 to 700°F. Any additional heating above these temperatures could cause thermal cracking. Most of the crude feed flashes into vapor with the exception of the heaviest cuts such as fuel oil and asphalt that are removed from the bottom. As the vapor rises in the column, temperatures are reduced with convection allowing for condensation and subsequent collection of the product at the various tray levels. Using a system of perforations and bubble caps, vapors rise and liquids fall eventually condensing at the temperature of that tray. The crude distillation unit distills crude feedstock into fractions or cuts at different boiling ranges, each of which can be additionally processed or pooled in the other refinery units.
Corrosion challenges in the distillation process
The global refining industry is processing more highly acidic crude oils, primarily based on lower costs and greater availability of high sulphur feedstocks. In some cases, refinery feedstocks are alternating between acid rich sweet crudes and lower acid sour crudes. These alternating feedstocks can lead to accelerated corrosion levels in carbon steel and low-alloy steels. Corrosion is most often severe in the areas of liquid and vapor phase flows as well as high velocity areas. Sulphidation takes place in highest temperature ranges of the process. Sulfidation is a competing and also complimentary mechanism that must be considered in most situations with naphthenic acid. In areas where thinning is occurring, it may be difficult to distinguish between naphthenic acid corrosion and sulfidation. High-nickel alloys are susceptible to sulfidation and should be avoided as a metallurgical upgrade. Increasing chromium in welded alloys will improve sulfidation resistance. Naphthenic acid corrosion (NAC) causes localized corrosion and pitting in the atmospheric distillation process. “NAC is typically associated with hot dry hydrocarbon streams that do not contain a free water phase but if the acids have the opportunity to condense in a water phase, wet corrosion can and will ensue.”[3] 317L stainless steel offers good resistance under most circumstances by increasing the amounts of molybdenum in comparison to low alloy steels. Lastly, sulfur promotes iron sulfide formation and has an inhibiting effect on NAC. High velocity flow and turbulence areas of the process may create erosion-corrosion cycles by removing the iron sulfide scales on the surface of metals.
Distillation Column Corrosion Mitigation Utilizing WSI Machine Technology
WSI can develop code acceptable corrosion resistant overlay (CRO) repair strategy with machine applied weld deposit to upgrade metallurgies in lieu of plate replacements, sheet lining, window cut outs in the vessel, or high dilution manual weld deposits. Shell base material evaluation and preparation are critical to the long-term reliability of the overall repair. Cladding removal using specialized techniques, advanced technology and skilled craftspeople is best practice. After removing the cladding and preparing the base material, WSI’s proprietary mechanized Gas Metal Arc Welding (GMAW) overlay process becomes ideal for confined space applications because of the custom automatic proportional torch height control. This feature allows for our machines to electronically measure the tip to work distance over 200 times a second in order to ensure uniform deposition thickness and minimal weld dilution. Furthermore, the weld nozzle has a stroke capability of 9” in order to address a variety of corrosion depths experienced during repair applications. These systems utilize state-of-the-art waveform controlled welding power supplies running optimized welding parameters developed by WSI engineers to minimize dilution, reduce spatter, and provide a smooth and consistent weld deposit.
WSI – The World Leader in Pressure Equipment Life Extension
Whether the pressure vessel needs to be repaired emergently or during a planned turnaround, WSI has unparalleled innovative leadership backed by proven results. WSI has the world’s largest portfolio of pressure equipment life extension projects and qualified procedures to handle distillation column specific challenges. Find out more about our pressure vessel life extension solutions and other engineered technologies at WSI.
[1] United States Energy Information Administration. Oil and Petroleum Products Explained. www.eia.gov
[2] Organization of the Oil Exporting Countries. www.opec.org
[3] Speight, James. 2014. Corrosion by High Acid Crude Oil.