In the refinery industry, many of the pressure vessels are vertical in orientation and supported by a skirt. The pressure vessel and support skirt are designed utilizing ASME Section VIII Division I where specific dynamic and cycle loading are at the discretion of the designer. In most cases, the pressure vessel and subsequent support skirt are designed to operate under continuous conditions where limited and temporary stresses such as unit start-ups and shutdowns are largely disregarded. Over the last few years, there has been heightened focus and mounting evidence that suggests these temporary stresses could reduce the life of pressure vessels. None being more impacted by this phenomenon than the Delayed Coking Unit (DCU). Learn about WSI’s engineered repair innovations in delayed coking units.
According to AFPM, the United States has the largest concentration of delayed coking units of any market in the world with more than 60 refineries using the technology to destroy vacuum residuals and increase distillate yields. The first DCU came on-line in 1929 at the Standard Oil of Indiana refinery located in Whiting, IN. The coking process is cyclical and typically begins with one drum of a pair being pre-heated from ambient temperature to ~250F-350F via steam injection. The next phase begins by feeding the drums ~750F-850F residual oil. This is followed by additional steam injections to promote the thermal cracking process. Lastly, water is injected to cool and aid in solidification of the coke product. The drums are then hydrocut and de-headed to unload the coke product into storage areas. The cycle times for the coking process can vary greatly from 9 hours to 36 hours and begins again in subsequent drum of the pair. The shorter cycle times result in increased thermal cycles due to the accelerations in heating and quenching.
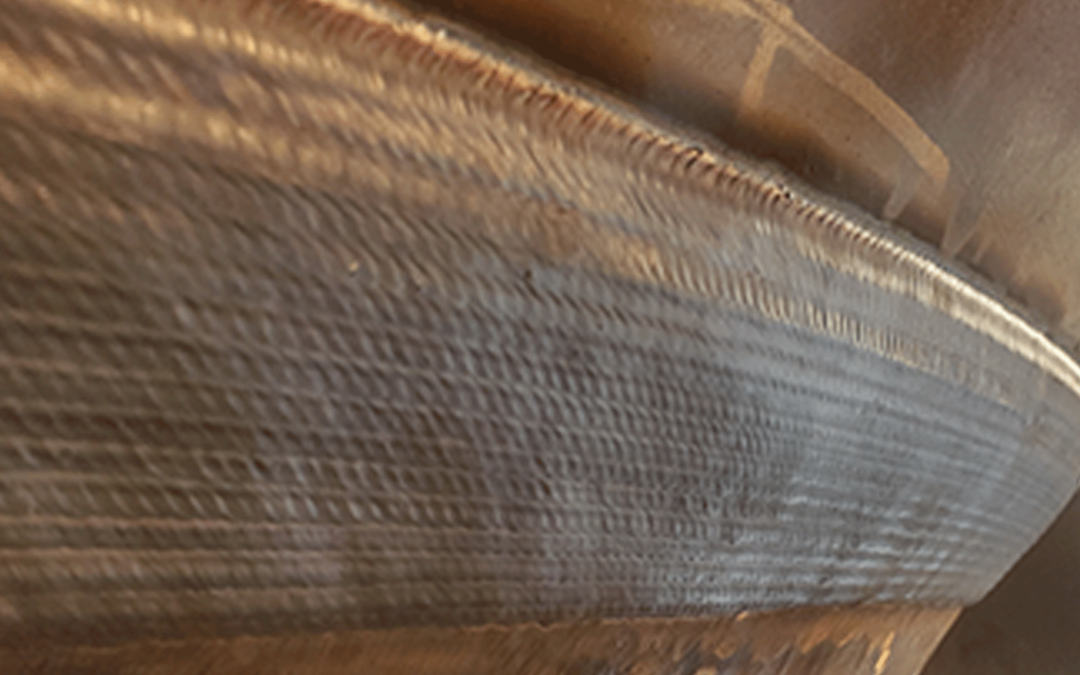
Due to this batch process, design and reducing cycle times being utilized by operators, coke drums experience substantial stress at the skirt to shell attachment location. The most recent API survey data highlights the issue of stress concentrations generating low-cycle fatigue cracking. The thermal stresses not only affect the skirt to shell welds but also can cause bulging, construction seam cracking, and other shell deformations. A tremendous amount of research has been dedicated to the attachment’s design and failure, resulting in the general agreement that it can be attributed to thermal gradients between the skirt and the shell. Furthermore, the larger the temperature variance between the skirt and shell the higher the generation of bending stresses.
Today, there is a significant profitability stream generated through the delayed coking process and unit reliability is of the upmost importance to refinery throughput. In addition, due to the large population globally of coking units in operation there is a heightened need for soundly engineered designs, advanced welding capabilities, and engineered repair methods. In the next article, we will explore some of the challenges faced when preparing for skirt to shell design changes from the welding perspective as well as some of the code definitions and their misconceptions.
References
American Society of Mechanical Engineers, Boiler & Pressure Vessel Code, Section VIII, Division I, “Rules for Construction of Pressure Vessels”, ASME, New York, 2015.
American Petroleum Institute, Technical Report 934G, “Design, Fabrication, Operational Effects, Inspection, Assessment and Repair of Coke Drums and Peripheral Components in Delayed Coking Units”, API, Washington DC. 2014.
The U.S. petrochemical industry is facing a serious shortage of skilled craft workers.
The U.S. energy and petrochemical industry has experienced incredible growth over the last decade. One of the most pressing issues facing the industry is finding skilled and qualified workers vital to the success of future capital and ongoing maintenance projects for critical infrastructure. U.S. industrial labor demand is expected to outpace labor supply over the next five years leaving hundreds of thousands of open positions. Leading among these labor shortages are diminishing number of welders qualified and available to address the growing demand. Learn about WSI’s field applied remote video control camera systems.
WSI’s implementation of automation, technology, and innovation
While the industrial labor shortages may serve as an initial call to action to implement enhancement recruitment strategies for some, WSI sees automation as the solution to the shortage of skilled welders. Automating the welding process has many advantages over manual welding including reduced schedule and cost due increased productivity and lower rework. These advantages can readily be achieved with less-skilled but trained welder operators, reducing the dependency on skilled manual craft labor.
WSI’s remote video control camera systems
Safety is unequivocally critical to all hot work permitted activities in the turnaround. By limiting the number of personnel in confined spaces, operators are removed from immediate danger and have the ability to safely operate from a remote location. WSI can perform welding from a safe distance outside the blast zones of the plant or even outside the security perimeter.
WSI’s field applied remote video control camera systems improves productivity and quality of critical welds all while reducing operating costs associated with workscopes. Using proprietary technology, WSI can remotely control welding parameters to ensure the operator is utilizing the qualified procedure. Furthermore, by removing substantial numbers of personnel from congested, over-heated, confined spaces, WSI has proven the ability to increase production by allowing the operators to focus on the quality of weld rather than the dangerous environment. Overall, the reduction in downtime translates to schedule and cost reductions for sites dealing with critical path workscopes.
WSI
Whether the project needs to be executed emergently or during a planned turnaround, WSI has unparalleled innovative leadership in the nuclear, refining, power generation and petrochemical industries. WSI has over 2000 ASME qualified procedures and over 1000 active welder certifications. Find out more about our engineered solutions and welding technologies at WSI.
The industry standard for designing fired heaters is API 560
The refining and petrochemical industry largely use this standard to identify best practices for fired heater design, materials, fabrication, inspection, testing and other considerations. A fired heater by definition accordingly is an exchanger that transfers heat from the combustion of fuel to fluids contained in tubular coils within an internally insulated enclosure. [1] Constituting a wide variety of structures, fired heaters or process heaters contain burners arranged to properly heat fluids transferred in the coils of the radiant and convection sections. Whether arranged with a single pass or multiple passes, the coils will most likely contain some variation of return bend in the header box. Learn about WSI’s automated approach to return bend welding.
The return bend creates several unique challenges for replacement
The header box is a small internally insulated compartment, separated from the flue-gas stream, which is used to enclose a number of return bends. Return bends are U-shaped 180 degree fittings connecting tubes in the coils. These return bends can be short or long radius and sized appropriately to the design but most often between 4” and 12”. Due to the orientation of the return bends in the header box, there is typically very limited radial clearance between tubes. This creates several issues to consider including layout, sequencing, heat treatment, weldability and overall safety of welders.
WSI’s machine return bend welding – a new solution to an old problem
Historically, the return bend replacements have been executed by skilled manual welders who usually make the tube to return bend weld in teams or even using a third person as a spotter. The clearances between tubes can be as little as 2”. The area is congested, the sight lines are difficult and due to elevated preheats, the welder is exposed to high heat conditions. In most cases, the failure rates of these welds are significantly higher due to the environment, layout, and welder proficiency.
With a focus on first time quality, WSI created field machine return bend welding equipment utilizing the HP GTAW™ welding process. This proprietary welding process incorporates duel torch design to eliminate re-wrap and the associated time between weld beads. This feature greatly reduces the loss of preheat between weld passes. The extended reach torch design allows for maximum welding efficiency of the joint while in between adjacent return bends. By utilizing a proprietary system of wire pre-heating, precise dabbing mechanics, and process control the HP GTAW™ process decreases weld defects, improves mechanical properties, and is significantly less susceptible to fit up imperfections in field joints. This provides superior weld quality with predictable productivity to mitigate risk of failure. Lastly, potential for burns and heat exhaustion is greatly reduced because the weld operator is not required to be close proximity during welding. All of these advancements equate to first time quality, predictable schedules and superior safety in the field.
WSI
Whether the furnace needs to be repaired emergently or during a planned turnaround, WSI has unparalleled innovative leadership in the nuclear, refining, power generation and petrochemical industries. WSI has over 2000 ASME qualified procedures and over 1000 active welder certifications. Find out more about our engineered solutions and welding technologies at WSI.
The necessity for converting heavy oils is increasing.
In the last decade, tremendous increases in demand of petroleum product and various other factors has caused coke drum installation, modifications and cycle times to have increased as well. Delayed coking plays a significant role in modem refineries because the process can handle even the heaviest of residues.[1] Its flexibility permits refiners to process a wide variety of crude oils but the operational life of the coke drum is much shorter in comparison to other equipment in the refinery due to high heating and quenching cycles that refinery vessels are not typically exposed to. New technologies such as automatic un-heading devices have entered the market, and this has created the need to modify the coker vessels to facilitate their installation. Learn about WSI’s HP GTAW machine welding for coker cone modifications.
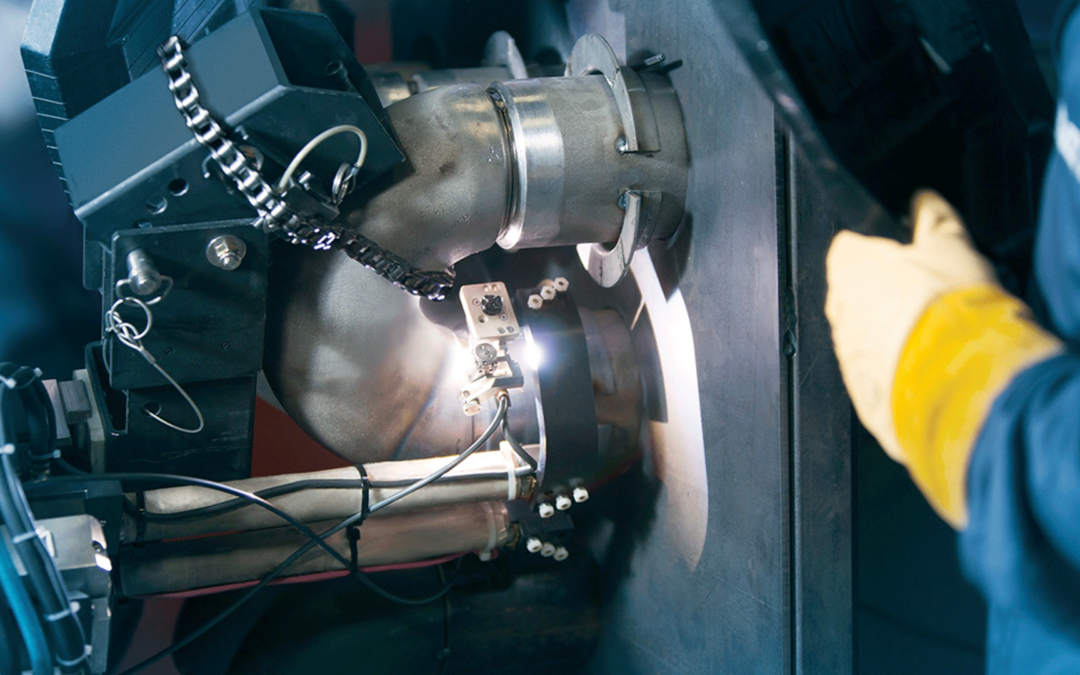
Automated un-heading devices require flow be injected into the side of the coke drum cone.
The heated feedstock enters one of a pair of coke drums where the cracking reactions continue. Resid can enter the drum through bottom feed injection, side feed injection inlets, dual feed injection inlets or center feed injection systems. Each of the injection methods utilized as well as modifications to the un-heading devices all require that the coke drum cone section be modified in some way, requiring welded or bolted installations. In the cases of welded connections, the widely accepted method historically has been shielded metal arc welding (SMAW). The welded connections using SMAW for cone modifications present operators with a myriad of challenges. SMAW is more prone to microscopic weld discontinuities that are not readily detectible by the required volumetric inspection methods. These discontinuities can, over time, increase the risk of fatigue induced cracking. Due to the hydrogen in the flux coating on welding rods, the presence of hydrogen can be transitioned to the weld metal and/or Heat Affected Zone (HAZ) leading to a form of cracking known as hydrogen‐induced cracking (HIC). This form of cracking is also commonly referred to as “hydrogen‐assisted cracking” (HAC) or “cold cracking” since it occurs at or near room temperature after the weld has cooled.[2] Therefore, 48 hour hold periods after the section of weld is completed are required in order to ensure that cracking has not initiated.
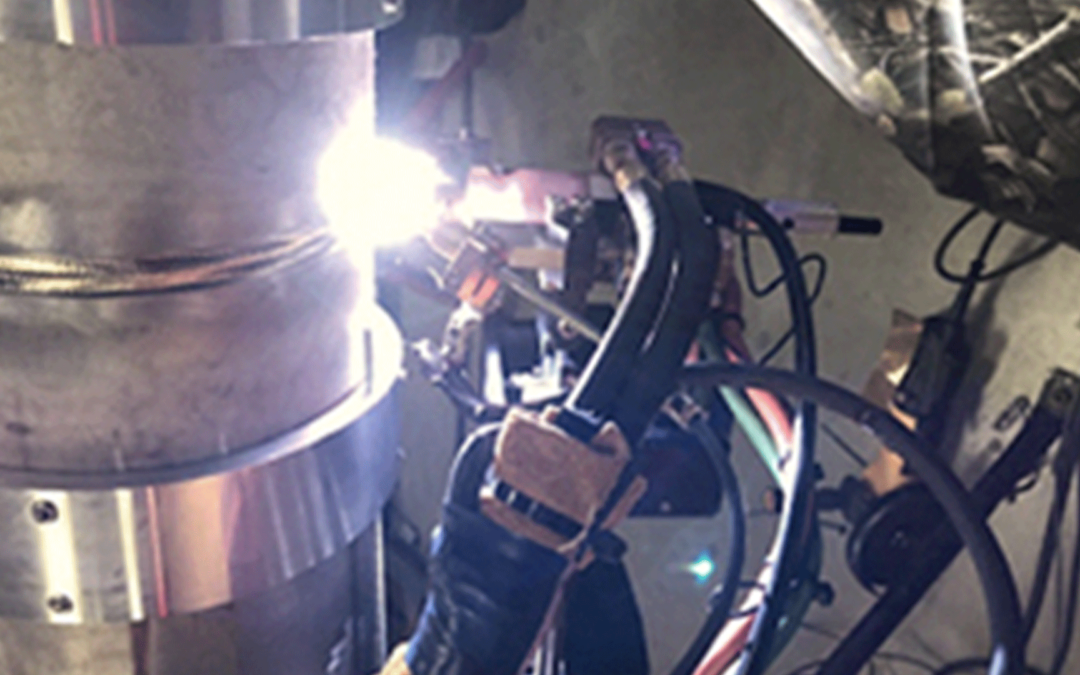
WSI’s HP GTAW™ Machine Welding for Coker Cone Modifications
WSI’s HP GTAW™ provides weld deposits with superior volumetric and mechanical properties versus SMAW. The mechanical properties achieved improve ductility which make the finished weld less susceptible to fracture under low cycle fatigue conditions. WSI’s machine HP GTAW™ welding technology combines unparalleled deposition rates with superior weld puddle control, thus delivering the highest weld quality with far less personnel risk in the congested work areas of the cokers. By utilizing a proprietary system of wire pre-heating, precise dabbing mechanics, and tightly controlled parameters the HP GTAW™ process decreases porosity, improves grain refinement and is significantly less susceptible to weld imperfections in large field joints. This provides superior weld quality with increased production rates with reduced risk of failure, in short, faster, safer and better than the currently used conventional methods.
WSI – The World Leader in Coking Unit Life Extension
Whether the coker needs to be repaired as an emergency or during a planned turnaround, WSI has unparalleled innovative leadership in the coking unit backed by proven results. WSI has the world’s largest portfolio of coker life extension projects and qualified procedures to handle coking unit specific challenges. Find out more about our coker life extension solutions and engineered technologies at WSI.
[1] James G. Speight PhD, DSc, Fouling in Refineries, 2015
[2] John C. Lippold, Welding Metallurgy and Weldability, 2014.
Total cost of asset ownership for titanium alloys tends to be lower due to its service life and reduced maintenance cost
Titanium alloys are recognized for its high strength-to-density ratio and superior corrosion resistance. Used in a variety of applications in the chemical processing industry titanium alloys demonstrate an extensive serviceable temperature range as well as corrosion resistance to processes such as hydrochloric acid, sulfuric acid, nitric acid, phosphoric acid and chlorine chemicals. Learn about WSI’s HP GTAW semi-automatic welding process.
Contamination is a leading cause of weld failure
Reactive metals such as titanium alloys can be a welding challenge based on their physical and chemical characteristics. The titanium alloy can have an oxidization reaction at ambient temperature leading to contamination of welds. Substances such as oils, paints, dirt and other debris can cause embrittlement and porosity. Although relatively similar to welding other alloys, it is imperative for titanium to follow strict procedure for clean welding, particularly in the field setting, to avoid contamination.
Accepted Welding Processes for Titanium
Titanium alloys are most widely welded using the gas tungsten-arc welding (GTAW), plasma arc welding (PAW) and gas metal-arc welding (GMAW) processes. Other methods such as electron beam and resistance welding are typically not associated with field titanium welding applications. Generally, GTAW has been viewed as a higher quality weld but slower process requiring high manual welder proficiency. Furthermore, PAW requires precise bevels to be machined with little to no variance from mismatch or root gaps.
WSI’s HP GTAW Machine & Semi-Automatic Welding Process
By using a variety of industry best practices for titanium welding such as thorough cleaning of the base materials, properly cleaning filler wire, and wearing nitrile gloves WSI’s ASME certified and skilled craftsmen follow a strict protocol to mitigate contamination concerns. The HP GTAW™ process for titanium welding uses 99.995% purity argon shielding gas to the weldments, molten weld puddle and associated heat affected zones to prevent oxidation.
WSI’s machine HP GTAW™ welding technology combines unparalleled deposition rates with superior arc control. By utilizing a proprietary system of wire pre-heating, precise dabbing mechanics, and controlled waveforms the HP GTAW™ process decreases porosity, improves grain refinement and is significantly less susceptible to fit up imperfections in field joints. This provides superior weld quality with increased production rates with reduced risk of failure.
About WSI
Whether the titanium unit and equipment needs to be repaired as an emergency or during a planned turnaround, WSI has unparalleled innovative leadership in the nuclear, refining, power generation and petrochemical industries. Including titanium WPS, WSI has over 2000 ASME qualified procedures and over 1000 active welder certifications. Find out more about our engineered solutions and welding technologies at WSI.